Besides temperature, humidity is a very important process parameter. The relative humidity of the surrounding atmosphere, for example, has a far-reaching influence on our well-being and our health. In industrial processes the correct adjustment of humidity is often decisive for the competitiveness and quality of the product. Correct adjustment of humidity level can also contribute to appreciable savings in energy consumption. the list of applications in which the measurement of humiditiy is considered important can be exteded indefinitely. Wherever the water vapour content of the air can produce or influence chemical, physical or biological processes it is very important to ensure that humidity is monitored continuously.
Clean and dry air contains the following constituents (in vol %):
78.10 Vol.-% nitrogen
20.93 Vol.-% oxygen
0.93 Vol-% argon
0.03 Vol.-% carbon dioxide
0.01 Vol.-% hydrogen
together with smaller amounts of neon, helium, krypton and xenon.
In addition to these constituents, indoor and outdorr air contains an number of gases and solids as well as a certain quantity of moisture in the form of water vapour. Air is therefore a homogeneous mixture of different gases and can be considered as an "ideal gas". Solar radiation and wind ensure uniform mixing of the gases involved so that there is no stratification despite the differences in specific gravity.
The total pressure of a gas mixture consists of the sum of the partial pressures of its constituents. Expressed in simple terms, air thus consists of dry air and water vapour.
P = Pw + Pdry
where (Pw) represents the partial pressure produced by water vapour and (Pdry) the sum of the partial pressure of all other gases.
Air is capable of absorbing and storing a certain quantity of water vapour depending on its temperature. This quantity increases with increasing temperature. At any particula temperature the resulting water vapour pressure can only rise up to the saturation limit which is designated as the saturation water vapour pressure PS.
The atmospheric pressure and the presence of other gases or contaminants have no influence on the behaviour described above.
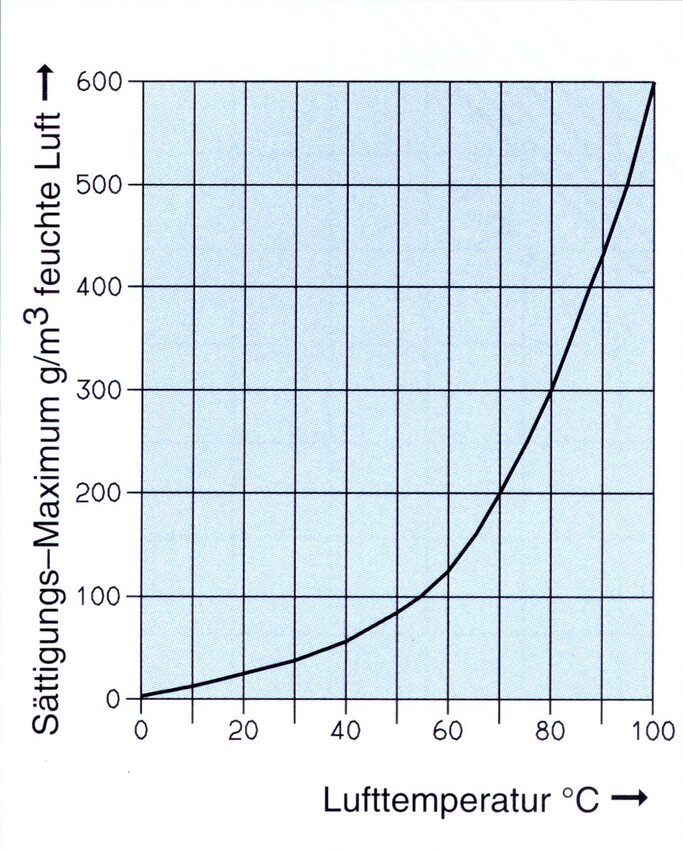
The water vapour pressure curve indicates the saturation maximum of water vapour content in air at different temperatures
The dew point temperature Td is the temperature at which air ist saturated with water vapour; further addition of water vapour or cooling of the air results in condensation. The excess water vapour condenses as rain, mist or condensate. The saturated state is maintained. The dew point temperatur is equal to the water vapour saturation temperature and can be a maximum of 100 °C normal pressure.
The humidity content of air can be characterised by two parameters. We distinguish between relative humidity and absolute humidity.
Relative humidity ist defined as the ratio between the actual partial vapour pressure Pw in a gas and the maximum possible vapour pressure, i.e. the saturation vapour pressure Ps, at the particular temperature.
rH=100 * ( Pw / Ps (t) ) [%]
Relative humidity is non-dimensional value. It represents a ratio and is specified in percent. Since the saturation pressure depends only on temperature of the air, it follows that relative humidity is also dependent on temperature.
The absolute humidity a is the quantity of water vapour contained in certain volume of air.
a= mass of water vapour / volume of air
The unit for absoulute humidity is g/m3. Measurement of absolute humidity has the great advantage that it represents the quantity of water actually present in a gas, for example independent of temperature.
Here the ratio of the mass of the water vapour to the mass of the dry gas is represented. Usually, units g/kgtrocked air and % are used.
It thus indicates how many grams of water vapour are contained in one kilogram of dry air. In process engineering, the determination of water content plays an important role, as it provides much more meaningful data compared to relative humidity.
The dimensions of absolute and relative humidity have a fixed relationship to each other. The units of absolute humidity can be selected according to the respective requirements.
The most common units are:
Dew point (-temperature) - °C
Mixing ratio - g/kg dry air
Absolute humidity - g/m3
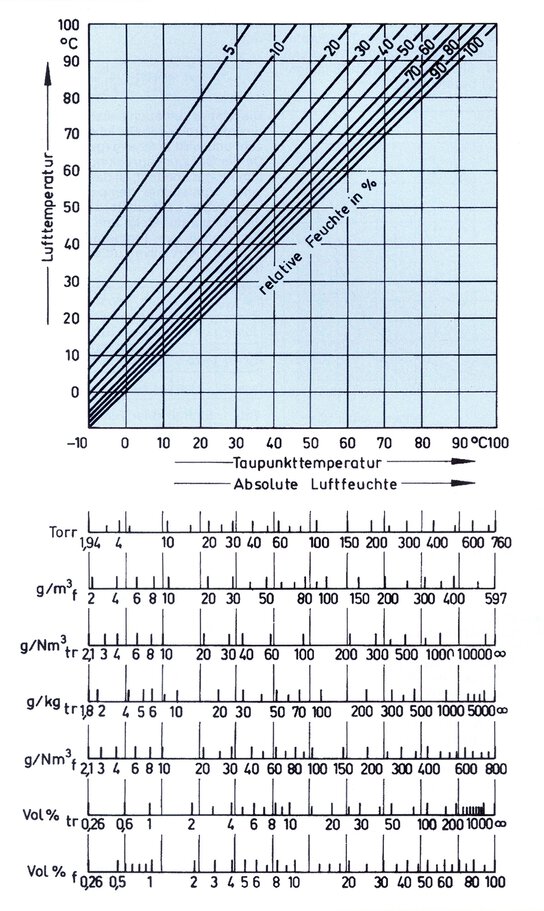
Units of absolute humidity and their relation to relative humidity
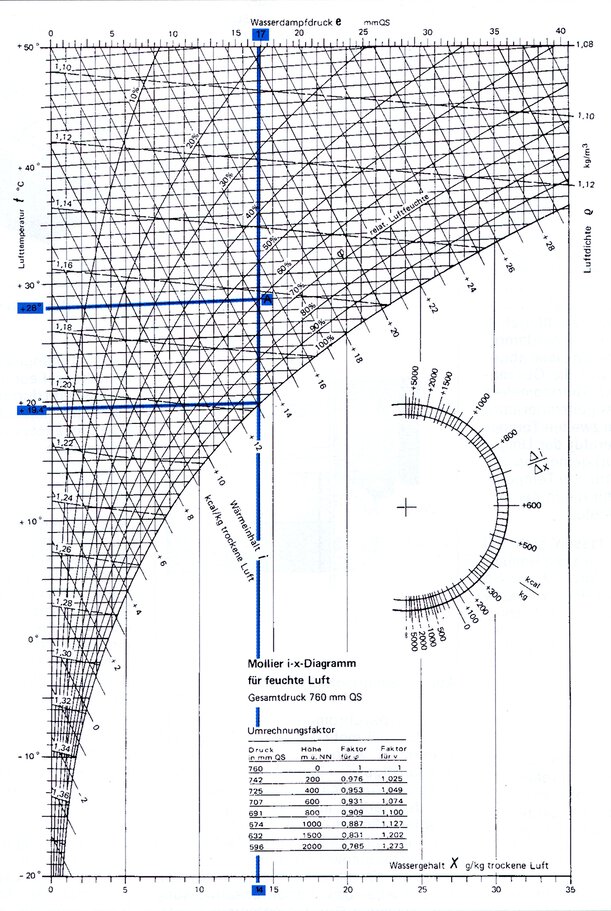
The corresponding correlations are shown in the i-x diagram (Mollier diagram).
Measured:
Air temperature 28 °C
Humidity 60 % rH
Find the measured values in the diagram and determine the intersection point A. Fall a vertical line on the intersection point and draw through to the upper and lower edges of the diagram. The point of intersection at the upper edge gives the water vapour pressure e = 17 mm QS, which at the lower edge gives the water content X = 14 g/kg
Measured:
Air temperature 28 °C
Humidity 60 % rH
As described under a) Determine intersection point A. From intersection point A go vertically to the maximum humidity 100% and from this point draw a line on the axis (left) with the temperature division. The new intersection point results in the dew point temperature of 19.4 °C. The dew point temperature of 19.4 °C is the same as the dew point temperature of 19.4 °C.
Relationship between temperature, moisture content and relative humidity
Various measuring methods can be used to determine the air humidity. The selection of the most suitable measuring method is usually to be made by the user in connection with the object to be measured. It is often possible to achieve a higher measuring accuracy or to meet the desired requirements by means of a simple but correctly arranged humidity measuring device. For general assistance, some of the best-known and most frequently used moisture measurement methods and their areas of application are described below.

Electrical psychrometer

Construction of the sensor
With the psychrometric measuring method, the relative air humidity is determined directly. The measuring method is based on the principle of heat exchange.
The psychrometer basically consists of two independent temperature sensors, one of which is used as a humidity temperature sensor and the other as a dry temperature sensor. The humidity temperature sensor is surrounded by an absorbent fabric soaked in water. Depending on the temperature or moisture content of the circulating air, a certain amount of water vapour is released by evaporation through a necessary air flow. This causes the surface of the moist thermometer to cool noticeably (wet bulb temperature). At the same time, the air temperature of the environment (dry temperature) is measured with the second temperature sensor. The psychrometric temperature difference thus determined is a measure of the relative humidity present in the air.
With the psychrometer and careful handling, precise measurements of the air humidity can be carried out. For example, aspiration psychrometers according to Assmann are used as internationally recognised reference and control devices. An integrated fan with spring winding ensures an average constant air velocity of approx. 3 m/s, which flows around the thermometers. The temperature difference is read on two calibrated glass thermometers.
The evaluation is carried out manually using a table or a graphic psychrometer panel. The aspiration psychrometer charts of the German Weather Service, divided into 10ths of a degree, can also be used for higher evaluation accuracy.
In addition to the aspiration psychrometer, a variety of different designs are also available. The field of application of most mechanical psychrometers with glass thermometers is limited to the climate range for measurements at temperatures ≤ 60 °C. The advantage of these designs is that no power supply is required.
The electric psychrometers enable an extended field of application. The wet bulb and dry bulb temperatures are measured by Pt-100 resistance thermometers. This means that the relative humidity determined according to the "Sprungsche formula" can be directly displayed or further processed in microprocessor-controlled display, control and recording devices with corresponding input circuitry. The temperature range is from almost 0 to 100 °C.
The psychrometric measuring method is insensitive to other humidity measuring methods and therefore largely permits measurements in dirty, solvent-containing and aggressive gases. For example, electrical psychrometers are used for continuous measurements in the butcher's and cheese industry.
With the psychrometric measuring method, which has been known for more than one hundred years, a simple and cost-effective moisture measuring method has been realized. Reliable continuous measurements, however, require application-specific criteria that must be fulfilled. For example, sufficient ventilation and humidification as well as maintenance of the measuring equipment. Details can be found in the operating and procedural instructions of the respective instrument.
The moisture content of the ambient air, which depends on the temperature, penetrates the hygroscopic upper electrode of the humidity sensor as water vapour and reaches the active polymer film.
The amount of water vapour absorbed in the polymer film changes the electrical properties of the humidity sensor and has the effect of changing the capacitance. The capacitance change is proportional to the change in relative humidity and is evaluated by downstream electronics and converted into a standardized output signal. The evaluation electronics must be adapted to the basic capacity of the respective humidity sensor.
Due to the special design and the low dead weight of the capacitive humidity sensors, very fast response times are achieved. Furthermore, they are largely insensitive to light soiling and dust. As protection against contact with the surface, the sensors are enclosed in a plastic housing. Dew-proof versions are available for applications in the high humidity range.
Capacitive measuring methods are used, for example, in the climate sector and in industrial processes where there is no high concentration of corrosive gases or solutions.
The standard measuring range for capacitive humidity sensors is predominantly 10 to 90 % RH. With higher quality versions, measurements in the range between 0 and 100 % RH are possible.

Working rage of a capacitive humidity sensor for industrial applications

Change of hair length depending on relative humidity
One of the main advantages of the capacitive measuring method is the feasible temperature range in which the humidity measurements can be carried out. For example, modern humidity sensors for industrial applications allow measurements between -40 to +180 °C, whereby the temperature is recorded simultaneously and is also available as a standardized output signal.
Depending on the instrument version, deviations of the displayed working range are possible.
Due to the purely electrical measurement, the capacitive measurement method offers a further advantage. For example, high-quality humidity sensors equipped with the latest microprocessor technology can be equipped with a variety of possible options and functions.
Since different gas pressures and air velocities have hardly any influence on the capacitive humidity sensor, device versions are available which allow measurements in pressure-loaded systems between 0 and 100 bar.
The measuring accuracy is between ±2 and ±5 % rf, depending on the instrument version. Under certain conditions, even measurement accuracies of ±1 % RH can be achieved.
The hygrometric measuring method uses the special properties of hygroscopic fibrous materials to determine air humidity. If these fibres are exposed to ambient air, measurable changes in length occur after a compensation time depending on the moisture content of the air.
The respective condition of the pulp now enables a direct conclusion to be drawn about the air humidity present. In hygrometric measuring elements, specially prepared plastic threads and human hair are mainly used.
The effectiveness of the measuring element is based on the fact that the hair used is able to absorb moisture. The absorption of moisture creates a swelling effect on the hair, which is mainly noticeable as a change in length.
With increasing humidity the hair lengthens. The change in length is approx. 2.5 % in relation to the hair length with a change in moisture from 0 to 100 %. The hair, however, shows only a relatively small elongation at high humidity (see figure above).
Hair measuring elements are preferably used in pointer instruments for climatic applications. The change in length of the hair is transferred to a pointer or pencil by a special precision mechanical transmission. For reasons of mechanical stability, several hairs are combined to form a hair bundle or a hair harp.
The measuring method guarantees an accuracy of ±3 % in the measuring range from 0 to 90 (100) % RH. Ambient temperatures from -35 to +50 °C are possible. For prolonged use in the low humidity range below 40 % RH, the hair element must be regenerated. For this purpose, the hair hygrometer is exposed to almost saturated air (approx. 94 to 98 %) for approx. 60 minutes. A possible correction of the pointer position can then be carried out with an adjusting screw. Hair hygrometers are sensitive to hygroscopic dust and must therefore be protected or cleaned at regular intervals.
The plastic measuring element uses plastic threads instead of human hair. A special process also gives these fibres hygroscopic properties. Changes in relative humidity cause a proportional change in length of the measuring element. The elongation is also transmitted via a precision mechanical transmission.
The advantage of the plastic measuring element is that it can be used at higher temperatures (up to 110 °C) and also over a longer period of time at low relative humidity. A regeneration known from the hair measuring elements is not necessary here.
The plastic measuring element is water-resistant and insensitive to dry dirt, dust, fluff and similar contamination. The measuring or working range is (0)30 to 100 % RH, but depends on the ambient temperature (see figure below). The measuring accuracy is ±2 to 3 %.
Hygrometric transducers with a plastic element are used for continuous measurements in industrial process engineering and in climatic applications due to their high insensitivity and higher temperature compatibility. Depending on the respective application, a wide variety of instrument versions are available.
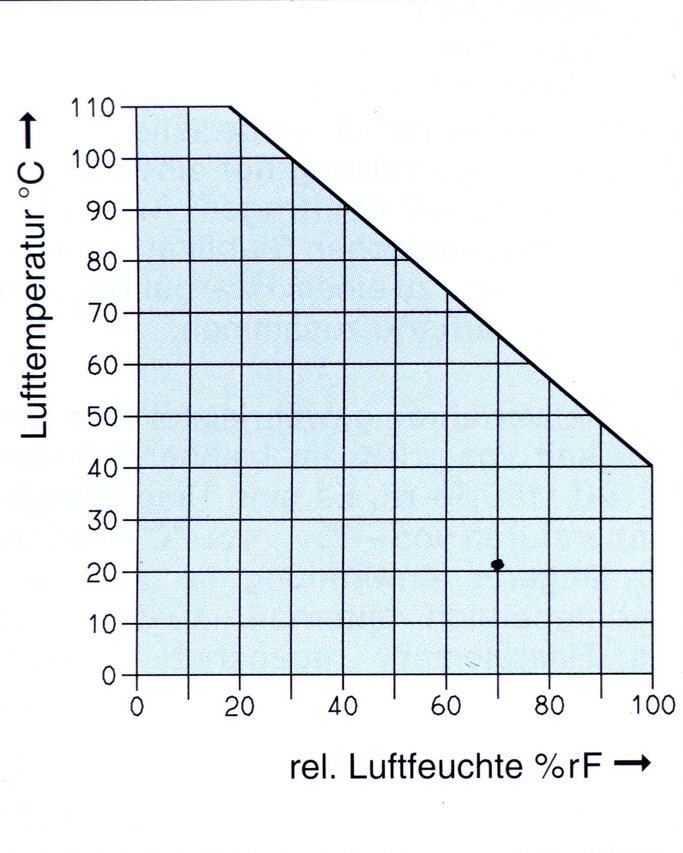
Maximum temperature and humidity of a plastic measuring element
These include, but are not limited to:
The change in length of the plastic measuring element is sensed by a suitable system and usually converted into a linear resistance signal. Versions with built-in two-wire transmitters are also available, whereby standardized current and voltage signals are available at the output. Devices with an additional temperature measuring range are referred to as hygrothermo transducers.
In this variant, the change in length of the measuring element is used to actuate a switching contact. The hygrostats are used to control humidification and dehumidification systems.
The hygrograph is a recording moisture recorder with hygrometric hair or plastic measuring elements. An additional temperature recording is also possible (hygrothermograph). Fields of application are e.g. weather stations.
With the hygrometric measuring method, humidity measurements in unpressurized and non-aggressive air are generally possible. Measurements in solvent-containing and aggressive media should be avoided, as their type and concentration can cause incorrect measurements or destroy the measuring element.
The section on moisture measurement methods and their areas of application deals with basic principles. Described instrument versions and technical specifications may therefore differ from those of the manufacturer. More detailed information can therefore be found in the operating instructions or data sheets of the individual instruments.